特長
溶接資格●下向きすみ肉溶接で施工可能
〈施工可能資格要件〉
| 区分 | 技能講習 | 記号(溶接姿勢) |
| 資格 | 被覆アーク溶接 (アーク手溶接) |
A-2F、N-2F A-3F、N-3F A-2P、N-2P A-3P、N-3P 等 |
| 資格 | 半自動溶接 |
SA-2F、SN-2F SA-3F、SN-3F SC-2F、SC-3F SS-2F、SS-3F 等 |
職人不足への対応可能!
〈記号(溶接姿勢)の説明〉
| F | : | 下向き |
| V | : | 立向(上進・下進) |
| O | : | 上向き |
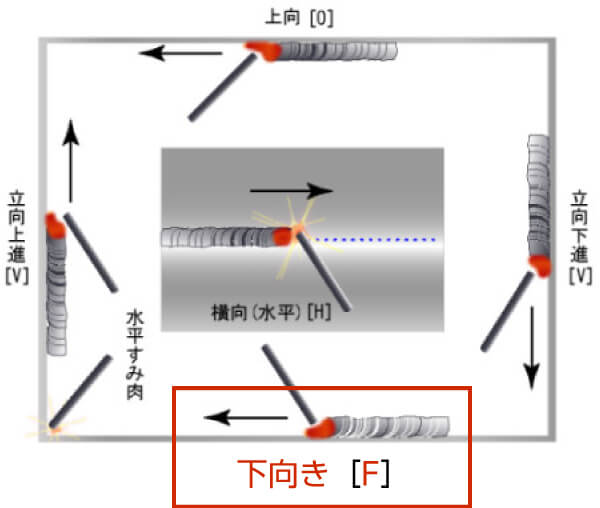
従来工法で必要とされてきた「立向上進」(フレア溶接)に変わり、「下向き」の水平すみ肉溶接で施工が可能なため、溶接技能者の不在による工期の遅れを生じません。
※本工法の施工には「基本級」の溶接資格を有する必要があります。

従来工法:フレア溶接(立ち向きV)

本工法:水平すみ肉溶接(下向きF)
溶接コストの省力化
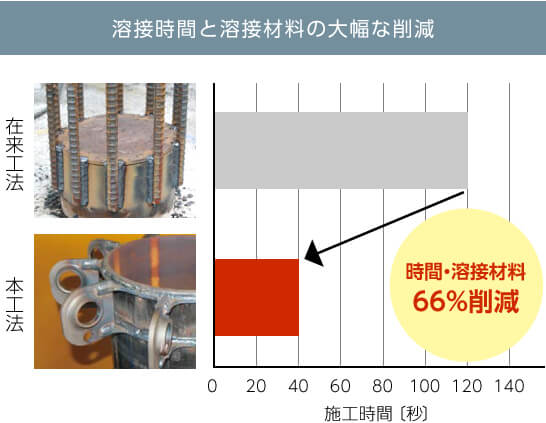
従来工法の溶接方法と比較して、溶接時間及び溶接材料の大幅な削減が可能です。
<試験条件>
本工法 仕様:T-300、溶接方法:すみ肉溶接、溶接長さ:120mm×2段
従来工法 仕様:D22(SD345)、溶接方法:フレア溶接、溶接長さ:220mm(片側5d)
配筋性の向上
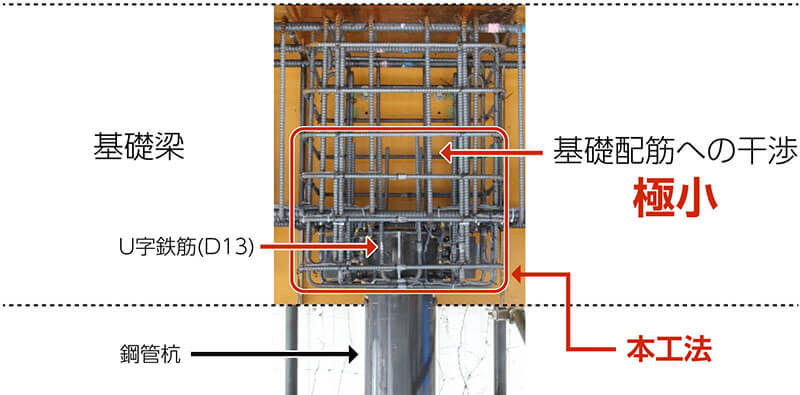
パイルキャップの過密配筋の解消(非アンカー形式)
バーリング加工鋼板

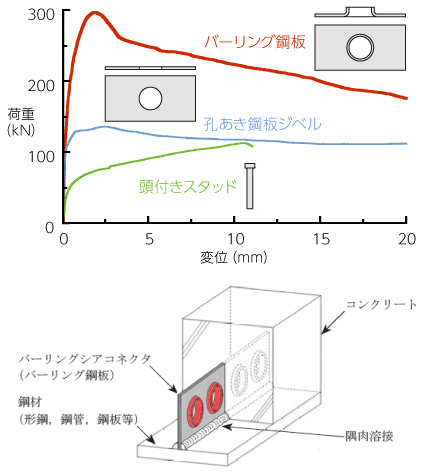
●高耐力応力伝達部材
BR鋼板(バーリング加工鋼板)
鋼とコンクリートの応力伝達において高耐力・高剛性を発揮するBR鋼板(バーリング鋼板)を補強部材として採用しています。1枚で約300kNの応力を伝達することが可能な鋼板を採用しています。
引用:田中照久、堺純一、河野昭彦:バーリング加工を活用した新しい機械的ずれ止めの開発
日本建築学会構造系論文集、第78巻 第694号、pp.2237-2245、2013.12
※グラフの荷重-変位関係は「頭付きスタッドの押し抜き試験方法(案)」を準用(試験体・載荷方法)した試験結果です。
工法評定及び材料認定

評定書・認定書
実大実験・FEM解析・施工試験から得られた情報を基に杭頭接合部の耐力評価法・施工方法を構築し、(一財)日本建築センターの評定を取得しています。補強部材の「BR鋼板」は、国土交通大臣の認定を取得しています。評定書・認定書は本サイトよりダウンロードできます。